
Page 118 - 吉多瑞2023版通用工具
P. 118
套筒扳手和附件
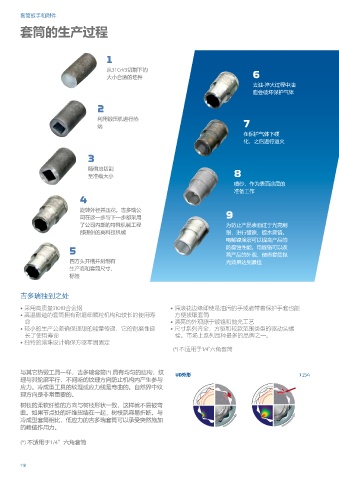
套筒的生产过程
1
从31CrV3切割下的
大小合适的坯件 6
去油-淬火过程中油
脂会破坏保护气体
2
利用锻压机进行热
端 7
在保护气体下硬
化,之后进行退火
3
精确地切割
至准确大小 8
喷砂,作为表面涂层的
准备工作
4
旋转外径并压花。吉多瑞公
司在这一步与下一步都采用 9
了公司内部的特殊机械工程 为防止产品表面过于光亮刺
部提供的高科技机械 眼,进行镀镍,镀水雾铬。
电解镍涂层可以提高产品的
5 防腐蚀性能。电镀铬可以改
善产品的外观,使得套筒抛
四方头开槽并刻制有 光效果达到最佳
生产商和套筒尺寸,
标签
吉多瑞独到之处
• 采用高质量31CrV3合金钢 • 深滚花边缘即使是油污的手或者带着保护手套也能
• 高温锻造的套筒拥有耐磨细颗粒机构和较长的使用寿 方便拔取套筒
命 • 漂亮的外观源于镀铬和抛光工艺
• 较小的生产公差确保理想的能量传递,它的耐磨性延 • 尺寸系列齐全,方驱和较款范围类型的驱动头螺
长了使用寿命 栓。市场上系列品种最多的品牌之一。
• 独特的滚珠设计确保方驱牢固固定
(*) 不适用于1/4”六角套筒
与其它热锻工具一样,吉多瑞套筒(*) 具有均匀的结构,纹 UD外形 154
理与其轮廓平行,不间断的纹理方向防止机构内产生参与
应力。冷成型工具的纹理或应力线是弯曲的。自然界中纹
理方向是非常重要的。
树枝的柔软纤维的方向与树枝形状一致,这样就不易被弯
曲。如果节点处的纤维扭结在一起,树枝就容易折断。与
冷成型套筒相比,低应力的吉多瑞套筒可以承受突然施加
的峰值作用力。
(*) 不适用于1/4”六角套筒
118