
Page 494 - 克伦威尔产品中文目录2021年
P. 494
OS19_RSA_UNP_619_OS19_RSA_UNP_619.qxd 11/02/2019 12:47 Page 1
组别 OS19_RSA_UNP_620_OS19_RSA_UNP_620.qxd 11/02/2019 12:47 Page 1 组别
597 木工工具 木工工具 597
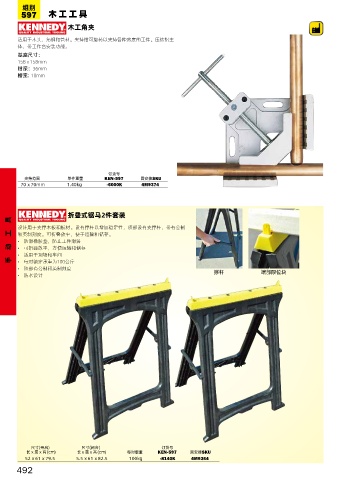
木工角夹 木工刨使用 木工刨维护 • 使用机油保持油石表面湿
• 始终牢牢握住木工刨,以
润,但使用前要清除多余
• 木工刨是一种精密工具,
适用于木头、角钢和管材。夹持钳可旋转以夹持各种宽度的工件。压铸铝主 确保最佳的平衡和控制。 因此应始终小心对待。 的机油。这是为了防止灰
尘和金属颗粒堵塞油石。
体,带工作台安装功能。 确保工件固定,并站在刨 • 始终将木工刨侧放,这将 • 将刀片的前端平放在油石
基座尺寸: 子后面,切勿将木工刨朝 有助于避免对刀片造成不 上,以“划8字”的动作去
内拉向身体。
必要的损伤。
158 x 158mm • 当刨削端纹、胶合板、宽 • 在使用前,一定要磨好刀 除毛刺。
钳深:36mm 条芯夹板或困难/弯曲的 片。这样使用起来会更安 • 涂过油漆的表面在刨削前
槽宽: 10mm
纹路时,刨削的方向是非 全更方便,并打造出众的 应先打磨或剥离,以避免
常重要的。建议采用“切 表面光洁度。 堵塞刀片和损坏木材。
削”动作,否则可能会出 • 在研磨刀片之前,请将刀 • 切忌在钉子上刨,这样会
现裂纹。握持木工刨时呈 片从木工刨上取下,并取 损坏刀片。
一定角度即可进行切削, 出盖铁。在取出螺丝之 • 更换刀片前,一定要用布
如图所示。 前,一定要将刀片盖铁平 擦拭刀片。
• 一般来说,可以通过以下 放在坚实的表面上。 • 在刨底涂上烛蜡可以减少
几种方法来防止开裂: • 使用油石研磨刀片。使用 摩擦,特别是在新砍伐的
1) 朝工件的中心刨切 珩磨导向器可获得最佳效 木材上。
2) 刨削前对工件的角部进行 果,这将为刀片的切削刃
坡口处理 提供理想的角度。
3) 将废木与被刨表面的边缘
夹平,直接刨过去
订货号 木工方刨 木工细刨
夹持范围 单件重量 KEN-597 固安捷SKU
70 x 70mm 1.40kg -6000K 4M9374 No.4
No.200 用于一般用途的磨平和最后处理。坚固的水平
适用于任何单手操作,特别是 盖设计,可在三个点上锁定,以确保切刨刀固
端面纹理工作。低角刨刀可保 定到位。配有高质量碳钢刀片,经硬化和夯实
证振动最小化,对许多人造材 处理,保持刀刃锋利,即使加工最坚硬的木材
折叠式锯马2件套装 料如塑料层压板的加工效果极 也游刃有余。抗冲击的ABS树脂手柄和旋钮非
手 动 工 具 和英制刻度。可折叠放平,便于运输和储存。 刨刀,底座和侧面均经过研 控制和减少用户的疲劳。适用于单手和双手操 手 动 工 具
佳。可调节的40mm宽度钢制
常坚固,并具有贴合手部的轮廓,最大限度地
设计用于支撑木板和板材。设有撑杆以增加稳定性,顶部设有支撑杆,带有公制
磨,可实现细刨。大螺丝可精
作。传统的调节螺母,可进行微调。
• 防滑橡胶垫,防止工件滑落
确调整。
• 可折叠放平,方便运输和储存
• 适用于现场和车间
• 每对额定承重为100公斤
• 顶部有公制和英制刻度
• 防水设计 撑杆 端部限位块
铸铁主体,可调节
刨深和对准度。
订货号 订货号
型号 长度 (mm) 宽 单件重量 SEN-597 固安捷SKU 型号 长度 (mm) 宽 单件重量 SEN-597 固安捷SKU
200 178 41mm 0.80kg -0990K 4M9381 4 247 51mm 1.93kg -0940K 4M9380
木工粗刨
No.5
可调式金属刨刀,用于切削以及修整长边或刨平宽板。设有肾形操纵杆有头螺钉孔,
可防止刀片意外滑动。配有高质量碳钢刀片,经硬化和夯实处理,保持刀刃锋利。采
用可调式蛙座,配合各种任务和木材类型。聚丙烯材质手柄和把手几乎坚不可摧,其
形状设计可保证握感舒适。切削深度、切刀对正度可以通过指尖调整。配有紧配合的
弹簧式钢制刨夹,可保证出花顺畅。底座由高级灰铁铸成,保证稳定、耐磨。配有磨
削底座和侧板,确保容差能力。
尺寸(开启) 尺寸(闭合) 订货号 订货号
(cm)
(cm)
长 x 宽 x 高 长 x 宽 x 高 每对载重 KEN-597 固安捷SKU 型号 长度 (mm) 宽 单件重量 SEN-597 固安捷SKU
52 x 61 x 79.5 5.5 x 61 x 82.5 100kg -8140K 4M9364 5 355 51mm 3.20kg -0920K 4M9379
492 493